 Hardcover |
Kindle Edition |
Thrilling Incidents In American History |
Perry's Saints |
Prev |
Next
Hardcover |
Kindle Edition |
Thrilling Incidents In American History |
Perry's Saints |
Prev |
Next
The Jet MakersThe Aerospace Industry from 1945 to 1972• Title • Introduction • Preface • Acknowledgements • I: World War II: Aviation Comes of Age • II: The Aerospace Industry since World War II: A Brief History • III: The National Military Strategy: Background for the Government Markets • IV: The Principal Government Market: The United States Air Force • V: The Other Government Markets: The Aerospace Navy, the Air Army, and NASA • VI: Fashions in Government Procurement • VII: The Heartbreak Market: Airliners • VIII: Design or Die: The Supreme Technological Industry • IX: Production: The Payoff • X: Diversification: The Hedge for Survival • XI: Costs: Into the Stratosphere • XII: Finance and Management • XIII: Entry into the Aerospace Industry • XIV: Exit from the Aerospace Industry • XV: The Influence of the Jet Engine on the Industry • Notes • Acronyms • Annotated Bibliography |
IXPRODUCTION: THE PAYOFFIf selling a design concept means survival in the aerospace industry, getting into production means profits. Research and development contains the uncertainties of advancing technology, especially with its "unk-unks." As successful design in the aerospace industry usually pushes the state of the art, technological unknowns dominate, and the knowns are subordinate. The relationship is reversed in production: despite some innovations, most techniques are familiar. Lockheed's colorful statement that the industry "attempts to mass produce undesigned articles" contains worthwhile insight but is an exaggeration.1 Costs can be determined fairly early in the production process, and are thereafter highly predictable. This has remained true throughout the technological revolutions since World War II.THE "TIN BENDERS"In the all-metal piston-engine era, the aircraft industry called itself the "tin benders." This was a fairly descriptive term. To achieve lightness with strength, the skin of the aircraft was designed to be load-bearing, and the structure was called monocoque (single shell). With the low stresses of subsonic flight and the light weights imposed by the power levels of piston engines, the sheet metal used in the skin could be of thin gauges. The strength was increased by adding supporting structures within the skin. These consisted of strips of aluminum, frequently channeled for strength, and bulkheads, spars, and ribs. Fabrication was basically a sheet metal process, but machines were useful for cutting stacks of sheet or for welding. The principal problem in assembly was to align the light, flexible material so it could be formed into the proper shape, and the alignment was accomplished by jigs and fixtures, large and small, which represented expensive and special tooling for each fundamental aircraft design. The final operation was installation of large quantities of complex, and often delicate, equipment into cramped quarters.In the tin bending days, then, fabrication and assembly techniques for airplanes were decisively different from those for automobiles. The auto's use of heavier materials whose alignment was simpler and less critical meant that its tooling concentrated on fabrication rather than on assembly. The auto's installed equipment was simpler and more rugged, and it was mounted in comparative roominess. Aircraft quantities that could justify serial production and mechanized lines were seldom achieved after World War II, although aircraft production is high when it is in the thousands as compared to the auto's hundreds of thousands. Finally, technological advance in aircraft has been so rapid that design change is a way of life; in automobiles the technology has been so stable that design change has been artificially induced to spur sales. It is clear, then, why the auto industry in World War II was more involved in aircraft engine manufacture than in airframe production, and why the auto industry found the transition to airframe production to be traumatic at times. The auto firms withdrew from aircraft manufacture at the end of World War II, and the last financial tie, General Motors' 25 percent ownership of North American, was severed in 1948. Fortunately for the old-time aircraft makers, the withdrawal of the auto companies came just before changes which made the production processes of the two industries more alike. THE MACHINE AGETranssonic and supersonic flight loads, together with the greater weights made possible by jet engine power, greatly increased the demands made on airframe structures. An obvious solution was to thicken structural members. Here is part of the reason for the weight spiral; payload goes up, so structure does as well in a multiplier effect, as Heinemann recognized.The heavier structural parts reduced tin-bending and forced the use of machine techniques. The B-47, coming early in the jet age, was a fitting introduction to the new era in production. Designed with an unusual number of doors, access panels, and other breaks in the load-bearing skin, it required much thicker aluminum. For example, the B-47's wing skin was an unheard-of five-eighths of an inch thick at the wing root. To save weight the thickness was reduced outboard along the wing, because the stress loads decreased; at the tip the thickness was reduced to three-sixteenths. Large sheets of wing panels had therefore to be cut and tapered, and giant milling machines were required.
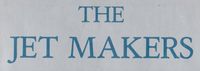
 Mass production of aircraft near the end of World War II is shown in this view of F-80 and P-38 assembly lines. A 558 m.p.h. aircraft, the F-80 could be built with piston-era techniques. Courtesy Lockheed Aircraft Corporation. The other jets have used thicker structural members, although they have generally not been as heavy as the B-47's. Parts have become larger because aircraft are bigger and because joints have been eliminated as much as possible to save weight. A good description of many of these parts is "sculptured." As these aircraft came along, the aerospace industry has had to invest heavily in machine tools, including many special ones. This process began before the Korean War and has continued. On a dollar basis, machining is the dominant metal fabrication process now, although sheet-metal work is still done; on a structural weight basis, it was planned to machine 50 percent of the B-1. Some parts do not lend themselves to chip-machining methods because of their strength, complexity, or delicacy. To meet this challenge, North American introduced chemical milling during the Second World War, and its use has grown. Besides being suitable for certain parts it has low labor and tooling costs, although it is a slow process. THE AIR FORCE SPURS PRODUCTIVITYImmediately after World War II the Air Force became convinced that some foreign developments could greatly improve aerospace production methods. The Germans had built some enormous presses of 30,000 tons for airframe production. These giants were built as substitutes for scarce rolling mills and not because they were a preferred method, but the Air Force believed they would be superior in the jet age by serially extruding large sections. This process could improve speed of assembly and strength for weight, because extrusion made it possible to include stiffeners with skin as a one-piece part rather than as an assembled unit. Before the program was completed, funds were cut back as it became apparent that World War II quantity production would never be repeated. Some presses had been built, however, and have been used since. They appear to have paid for themselves over the years, but the Air Force vision of stamping out thousands of planes from the presses has never been fulfilled.Two other Air Force attempts to spur productivity were developed by Republic Aviation under contract. Republic was probably a good choice at the time. During World War II its president was a famous production specialist, Alfred J. Marchev, a man who held more than 500 patents for manufacturing processes. One of the projects was to improve optical alignment of the large tooling fixtures, a procedure which had been developed by the British. The British system was excellent in quality but difficult and clumsy to use. Republic achieved the Air Force's goal of making the system simpler. The other project was adoption of a German jig system. Devised during the war, it consisted of a set of standardized jig parts that were cast and could be clamped together, forming a jig. As with a great erector set, there were virtually limitless possible combinations. The best utilization of the great variety required widespread use, and the German government had ordered industry-wide adoption. This "cast-clamp" system permitted jig construction in 40 percent of the time used by the Americans, easy alteration to accommodate design changes, and reuse of the fixture parts after a production run was completed. After a large initial investment, the cast-clamp system saved time and money. The system was especially economical for prototype or short-run production. (By contrast, the American system was to laboriously weld a one-time jig. If the run was expected to be short, some money could be saved by making less durable, or "soft," tooling.) The significance of a major improvement in jig-fixture tooling can be illustrated by the effort involved in a particular one-time weld system: by the time North American had produced 620 F-86's, 2,223,940 manhours had been invested in tooling, topping the 2,088,160 engineering man-hours spent.2 Tooling may well be the greatest single indirect production cost. Republic and the Air Force offered the optical and cast-clamp systems to an industry conference in 1951. The industry accepted the optical system but rejected the cast-clamp. Opposition was ill-defined, being mostly satisfaction with the one-time weld method. And reinforcing the normal human resistance to change was the lack of incentive at that particular time to adopt the new system. Mobilization was under way, and costs were of little consequence to either the industry or the Air Force. Also, conversion would divert effort from the pressing need to increase production. The cast-clamp tool system has not been proposed since 1951, and its rejection probably represents a major loss in production efficiency. The short-run production cost problem has risen in relative importance, and this is the condition for which cast-clamp was most useful. Strong recommendations for the system are the German success with it and its adoption after the war by Avions Marcel Dassault. In 1952 the Air Force gave a contract to MIT to develop the numerical control of machine tools, and the first machine equipped with such controls went into use in 1956. The system proved to be a major improvement and soon produced 80 percent of all machined parts. It was highly suitable for aerospace work, which consisted of complex parts made in small lots, and it has been estimated that it has been four times as productive as nonnumerical control. It should be noted that major Air Force efforts to increase productivity ended in the middle fifties. This de-emphasis may have contributed to cost problems, which are discussed in Chapter XI. HOT SANDWICHESBeefing up the aluminum structures sufficed for the supersonic jets until speeds reached around Mach 2. At that speed, and faster, air friction builds up enough heat in the aircraft skin to destroy the strength of aluminum. Therefore, a need arose for heat-resistant and insulating structures. The first airframe in which this was a problem was the Mach 2 B-58 of the mid-fifties. The problem did not encompass the entire skin; an area of 1,000 square feet, 15 percent of the total, was affected, mostly around the engines. General Dynamics' solution was to use a stainless steel honeycomb-in-a-sandwich structure for the critical areas. Plastic sandwich structures and aluminum honeycomb had been used before this for a high strength-to-weight material, but they represented an enormous increase in production effort over the use of heavy sheet. The cost of the B-58's honeycomb ranged from $200 to $600 a square foot. For the Mach 3 XB- 70 of the late fifties, the heat problem was not partial but total, requiring massive engineering and production efforts to solve. The honeycomb sandwich structure was basic to the expensive XB- 70, amounting to 10,000 square feet, and it has been used frequently since in other aircraft.Even before the heat problem, the industry was interested in titanium as a structural metal because its strength-to-weight ratio is superior to that of aluminum. But the costs of extraction and extreme difficulties in working the hard metal limited its use to a few hundred pounds per airframe. When the Mach 3 A-ll was designed in the early sixties a major effort was made to solve titanium's problems because the metal is heat-resistant and therefore has ideal properties for the Mach 3 airframe. Working the metal was mastered, but it was not simple and its expensiveness remains. The A-ll was practically 100 percent titanium, and in this it is exceptional. The 1958 F-4 was 9 percent titanium by weight, or 1,300 pounds. By 1969 McDonnell had delivered 37,000 tons of titanium in its products since the 1954 F-101. For the F-15, the firm planned to use as much as 40 percent to 60 percent of the metal. This has its price. Titanium, steel, and other hard metals require high-power, high-torque, and low-speed machines. The harder metals require six times the cutting capacity for the same metal removal rate as on aluminum. For the F-15 the result was that 90 percent of the total machining hours were spent on those metals. The severity of the problem is further illustrated by the development of the B-1: originally planned with 45 percent of its structural weight in titanium, it eventually had only 20 percent; high costs required the change, and structural weight was increased by 4,000 pounds because of the substitution.
 Cruising at speeds in excess of Mach 3 and altitudes over 80,000 feet, the SR-71 (based on the A-ll) demanded much in materials and production development. The Lockheed Skunk Works met the challenge. Courtesy Lockheed Aircraft Corporation. PRODUCTION TODAYAircraft with sustained high supersonic speeds have not been in great demand, so that most production aircraft technology remains fit for transsonic requirements. The result is that aircraft production today has three main characteristics. Initial fabrication is done largely with machine tools; component and final assembly techniques remain much as they were in the tin-bending days; and the trend to heavier and more complex aircraft has meant a return to more handcraft methods compared to World War II. A significant production problem contributing to higher costs and handcraft methods is the growing density of airframes as more and more equipment is sardined into the limited volume.Handcrafting has become almost necessary. Production of giant aerospace products is far removed from a Detroit assembly line. Final assembly of the 747, in fact, is strikingly like shipbuilding. It is done in the world's largest enclosed space, containing 160 million cubic feet. One assembly bay is 1,100 by 300 by 75 feet. That aerospace manufacturing has characteristics similar to shipbuilding techniques is demonstrated by Lockheed and General Dynamics, which do both, and by the Defense Department's attempt in 1965 to turn over some shipbuilding to the aerospace companies in an effort to improve shipbuilding production methods. It is natural that larger and costlier units will result in fewer units made. From 1956 to 1965 the average annual production of fixed-wing military aircraft was 1,800. In the early seventies it had fallen to around 500. Yet the dollar value of the production was roughly the same, unadjusted for inflation. Figure II shows no strong trend to fewer types of airframes produced, although the number of aircraft types was down by one-third. Production runs of popular models continued to be long: by the early seventies over 2,700 of the 1954 A-4's had been built, and over 500 F-111's, 1,200 C-130's, 4,200 F-4's, and 1,900 T-38/F-5's.
 Assembly of the largest of the Boeing family of airliners, the 747, for which a special mammoth building had to be built. Courtesy The Boeing Company. Missile production shows evolutionary development from aircraft: the materials used and the production methods are similar to those for supersonic planes. Atlas is a good example. Its main skin, made of stainless steel sheet, served both as structure and as fuel tank, as do those of other missiles and some modern aircraft. For example, in airliners the fuel tank has disappeared, and the wing structure serves this function after application of an internal sealant. The Atlas skin was thin to save weight and was reinforced by internal tank pressures so that it has been aptly described as a "steel balloon." Titan was closer to earlier aircraft techniques. The first-stage airframe was welded of extruded, integrally stiffened aluminum alloy which had been machined and then chemically milled. Its thickness was about one-sixteenth of an inch. The second stage used unstiffened sheet. Since the airframe was cylindrical, large form presses or drop hammers were not needed and conventional sheet metal machines could be used. Some missiles have used sheet steel 30 feet long, 10 feet wide, and .060 to .125 inches thick. Lightness, strength, and reliability are requirements, as they are in aircraft, and handcraft methods remain in evidence even in the smaller missiles, which are built by the hundreds. The missile has a simpler airframe structure than an aircraft, with far fewer parts. Production of smaller missiles looks like a cross between airframe and auto manufacture.
Figure II SIGNIFICANT AIRFRAME PRODUCTION OF FIRMS' OWN DESIGNS Figure II [continued]![Figure II [continued]](figure128.gif) Sources: Aviation Week, F.G. Swanborough, United States Military Aircraft Since 1909 (London: Putnam 1963). Ray Wagner, American Combat Planes (Garden City, New York: Doubleday, 1968). Revised edition. Figure II [continued]![Figure II [continued]](figure129.gif) --- Number of significant production types each year taken from previous two pages. - - - - Number which are aircraft. Space vehicles are a further extension of the aircraft-to-missile evolution. The smaller space vehicles use the larger missile engines as boosters. Construction of large boosters is like airframe manufacture. The spaceships are extensions of the high-speed aircraft systems which reached the edge of space, although the requirement for reliability is higher and handcraft and clean methods are emphasized. Probably the greatest difference in production methods of aircraft and of missiles and spacecraft is in plant. Aircraft have called for large open-bay buildings, of which the 747 assembly building and Willow Run are extreme examples, because of their structures which extend far into each dimension. Aircraft plants are adaptable to serial manufacture of other large structures; the same facilities have been used for manufacture of both aircraft and autos, sometimes concurrently, at Willow Run and other locations. Missiles and spaceships do not need vast open bays, except for the huge Saturn. Like many missiles and boosters, Saturn was assembled in vertical position because its light structure was designed to carry the vertical loads of upright launch. So the Saturn assembly building, containing 130 million cubic feet, is somewhat like an aircraft assembly bay stood on end. Missile and space vehicle requirements demand precision and cleanliness. Consequently, they are built in sterile, air-conditioned plants which are much smaller than aircraft plants and which resemble laboratories more than factories.
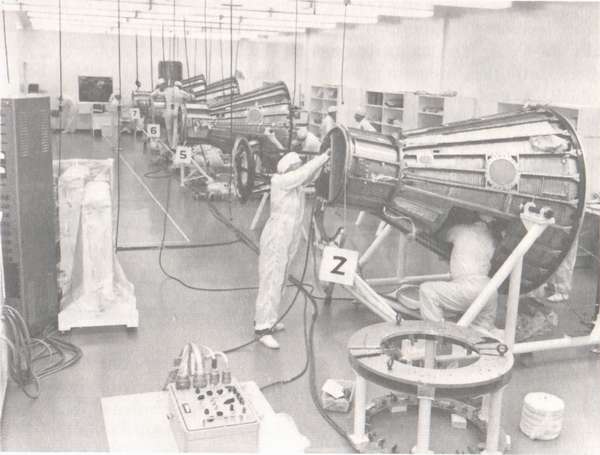
 Assembly of Martin Marietta Titans showing the cleanliness of the process. Courtesy Martin Marietta Corporation. This change in plant type has had a major effect on the aerospace industry. Adapting the open bays was more expensive and less satisfactory than building afresh. The need for new plants to accommodate the new product lines came in the late fifties and early sixties, at a time when the government was seeking to divest itself of the plants and equipment it had financed in World War II and the Korean vVar. The result has been that the aerospace industry has had to engage in a massive capital formation while already possessing facilities that are underused. The growth of the RDT&E business described in Chapter VIII has required a similar expansion of fixed assets to provide office, laboratory, and range-type installations. Boeing's investment in net plant and equipment grew twelve-fold from $52 million in 1956 to $628 million in 1968, while net worth rose fivefold from $152 to $810 million. Company and leased floor space grew fourfold from 6.5 million square feet to 28.8 million, while government-owned plant increased only 11 percent from 9.4 million square feet to 10.7. These figures reflect the shift in Boeing's government work from aircraft to missile and space, and the large need for company financed new plant.
 Production of the McDonnell Mercury spaceship contrasted with more traditional methods for manufacturing aircraft, which required new laboratory-like plant in the aerospace industry in the sixties. Courtesy McDonnell Douglas Corporation. SUBCONTRACTINGAll large producing companies are faced with make or buy decisions, but such questions in the aerospace industry are in many ways very different from those of mostly civilian firms. Ideally, the decision should be economic, based on incremental, or marginal or net-effects, costs. In the aerospace industry political factors have usually dominated, and economic considerations have been oriented more toward survival than profits.In the aerospace industry extensive subcontracting in its modern form began during World War II, when it reached 50 percent of airframe sales, including suppliers. When the war was over, subcontracting virtually died out. The industry generally believed all subcontracting was more costly than in-house production, because of start-up costs, a belief which was probably accurate during that period of idle capacity. Besides, in-house production permitted more effective control and planning, as well as more rapid changes. Most important, in-house production reduced dependence on the vagaries of other companies. Failure of others to deliver parts contributed greatly to Douglas' collapse in 1966. When the Korean War began, subcontracting on a large scale was revived. Government pressure, in the form of a quota or withholding financing for facilities, was used to encourage subcontracting. The government's desires were based on social objectives: to give work to areas with a labor surplus and to favor small businesses. The military had their own reason for subcontracting: to disperse industry as part of passive air defense measures. The permanently expanded nature of the industry after the Korean War resulted in a continuation of subcontracting at the 30 percent to 40 percent level of production. Government pressures continued, but, more importantly, there was a shift in attitude by the aerospace industry. The new era was introduced with extensive subcontracting of the Electra by Lockheed.
The significant nature of subcontracting in recent years has been its
large-scale use between the main aerospace companies themselves. Aerospace firms
have always preferred their own kind as subcontractors, a natural choice. The
auto industry has always been objected to, allegedly because of a "know-it-all"
attitude on the part of the auto managers, and an expensive tendency to use too
many tools. Probably more important, the auto industry is unaccustomed to the
level of reliability required in airframes; and it is a potential competitor.
Beyond this, the decline in the number of types of aircraft in production has
forced some companies to end or greatly reduce their manufacture of aircraft and
to become large-scale subcontractors. This has been the case with Fairchild,
General Dynamics, Martin, and Northrop. For the aerospace prime contractor
these arrangements have been desirable in an underwriting sense. The system
enables the principal designer company to share engineering, production and
financial resources, and risks. Subcontracting also converts some of the
designer company's costs from fixed to variable, and it can reduce the impact of
a slowdown in business. These factors are especially important in surviving the
business risks of the present jetliner business.
|